您好,欢迎进入光轴生产厂家-青岛富华新轴承有限公司官网!
在线留言
|
联系我们
网站首页
关于我们
产品中心
光轴系列
直线导轨
新闻中心
公司资讯
行业动态
常见问题
生产车间
在线留言
联系我们
新闻中心
公司资讯
行业动态
常见问题
推荐产品
光轴
光轴系列
直线光轴
不锈钢光轴
联系我们
邮箱:
UCF216@163.com
电话:
0532-89089992
地址:
青岛市城阳区和阳路盛奥五金机电市场E区7号
在线咨询
主页
>
新闻中心
>
行业动态
行业动态
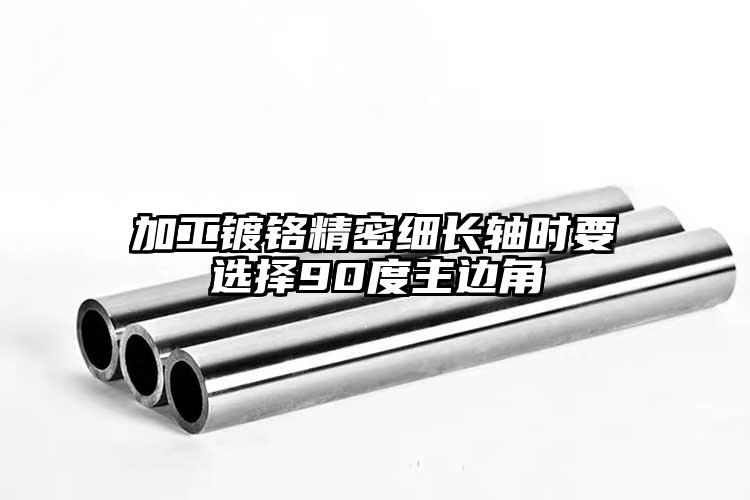
加工镀铬精密细长轴时要选择90度主边角
发布日期:2022-03-19 12:59:01
浏览次数:1
加工镀铬精密细长轴时要选择90度主边角
精密细长轴在进行加工的时候,要注意必须选择90度主边角,刀尖圆弧半径近可能磨的小一些,降低径向切削力,就这时候也就是要注意去选择正值韧倾角,适当加大前角,降低切削阻力,降低切削速度,减少进给量。 之后在进行加工镀铬精密细长轴的时候,如丝杠 ,光杠,麻烦也容易出现的就是因为工件长且细,由于进刀产生的工件几何形状改变,影响了加工精度。为不影响同轴度,只能先把工件探入卡盘,加工床尾顶针部位,依次向外放,始终使刀具加工卡盘附近的。 不过就镀铬精密细长轴在进行加工的时候,就此直径小,长度长,加工起来悬身长度太长了,且就这一点来讲的话,也就是会比较容易出现震刀或者是加工的表面粗糙度值太低,也正是因为如此,就其在进行加工的时候必须要用辅助的跟刀架与辅助夹具,之后,就其在进行热处理的时候也就是要注意因为冷作硬化之后会变形,出现躬行或者是S型。 加工镀铬精密细长轴鼓形,不管是进行车削或者是磨削都会出现这种情况。就此办法也就是会采用跟刀架顶住就行了,有的还要加中心架。镀铬精密细长轴的加工车加工是很难的,只能循一般的工艺。如果是精度高的,必须是用无心磨加工重复说明:如果是精度高的,必须是用无心磨加工。 镀铬精密细长轴在进行制造的时候,毛坯应该先经锻造、机械粗加工之后调质处理,硬度HB=230~250。调质的目的是为了改善机械加工性能和提高材料的工作强度;镀铬精密细长轴和端盖上导向套采用H8/f9配合;之后对于此精加工之后的细长轴表面粗糙度Ra应该要注意不大于0.65μm。
上一篇:
精密活塞杆毛坯应该怎么进行选择?
下一篇:
青岛市直线光轴有限公司机械直线光轴
查看更多 >>
推荐资讯
液压缸的质量大多数是受国标镀铬光轴的...
国标镀铬光轴是支持活塞做功的连接部件,大部分应用在油缸、气缸运动执行部件中,是一个运动频繁、技术......
液压缸的质量大多数是受国标镀铬光轴的...
国标镀铬光轴是支持活塞做功的连接部件,大部分应用在油缸、气缸运动执行部件中,是一个运动频繁、技术......
如何延长45#镀铬光轴的使用寿命?
45#镀铬光轴产品是我们在日常生活中,广泛应用于气缸、油缸、包装、木工、纺织、印染机械等产品中所......
怎样加工才能保证国标镀铬光轴的硬度
怎样加工才能保证国标镀铬光轴的硬度国标镀铬光轴我们都知道它的硬度很重要,国标镀铬光轴HRC在28......
友情链接
/ LINKS
喷砂设备厂家
涡街流量计厂家
山东净化工程
青岛电动门
不锈钢无缝管
青岛保安公司
一体化泵站
柴犬犬舍
水控机
LED面板灯
在线客服
在线咨询
点击发消息
联系电话
热线电话
0532-89089992
手机站点
手机扫一扫打开
在线留言
回到顶部